押出管理
EM
RCDIGITAL,Inc.
May 2019
1
押出管理
押出管理プログラムの特徴
-
押出ダイス単位で,等速押出、等温押出のパラメータの登録、変更、検索が可能です。
-
等速押出、等温押出のパラメータを機械にセットできます。
-
押出ダイス単位の押出スケジュールを作成できます。
-
システムのデータベースから押出スケジュールを取得することもできます。
-
放射温度計の放射率の自動調整ができます。
- 押出速度が製品速度の[m/min]でも、そのまま運用が可能(押出比でラム速度に変換します)。
-
ビレット長スケジュールのシミュレーションが5つのモードでできます。
押出管理では、画面ごとに機械のパラメータを計算して、ネットワークに接続した機械にパラメータをセットできます。
随時、新しい機能を開発中です。
注>
機械のパラメータがアナログ設定の場合は、タッチパネルなどデジタル設定に変更する必要があります。
↑TOP of Page
2
押出管理プログラムの事例
2-1
製品速度をラム速度に変換
- パソコン盤内のプログラムの画面。
-
押出管理で設定押出速度[m/min]を、押出比でラム速度に変換して等速押出を行います。ラム速度ではなく、製品速度で押出速度を管理している会社の場合に使用します。
図番2-1 製品速度をラム速度に変換
↑TOP of Page
2-2
ラム速度の設定の自動化
- キーボードでラム速度の入力が必要ありません。ラム速入力にマウスを使用します。
-
[機械にセット]ボタンの実行が必要ありません。マウス入力がそのまま、機械に入力されます。
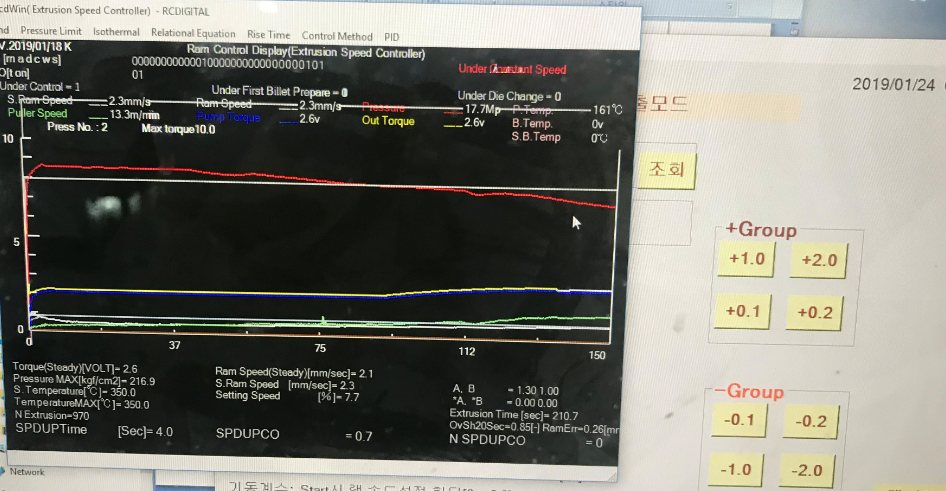
図番2-2 ラム速度設定の自動化
↑TOP of Page
2-3
工場システムから押出ダイススケジュールを取得
-
[スケジュールの取得]ボタンを実行すると、[全スケジュール]には、3日分のスケジュールが表示されます。[スケジュール]には、1日目の10日分が表示されます。
処理済の押出ダイスは表示されません。
押出管理(EM)での押出ダイスの処理終了は、[機械にセット]ボタンを実行で処理済とします。
-
[機械にセット]ボタンを実行で、画面の押出パラメータが機械にセットされます。
-
[データベース登録]ボタンを実行すると、データベースに押出パラメータが登録されます。
-
[制御方法]で[手動]を選択すると、作業者のボリューム値(プリセット値)を、トルク(流量)として出力します。
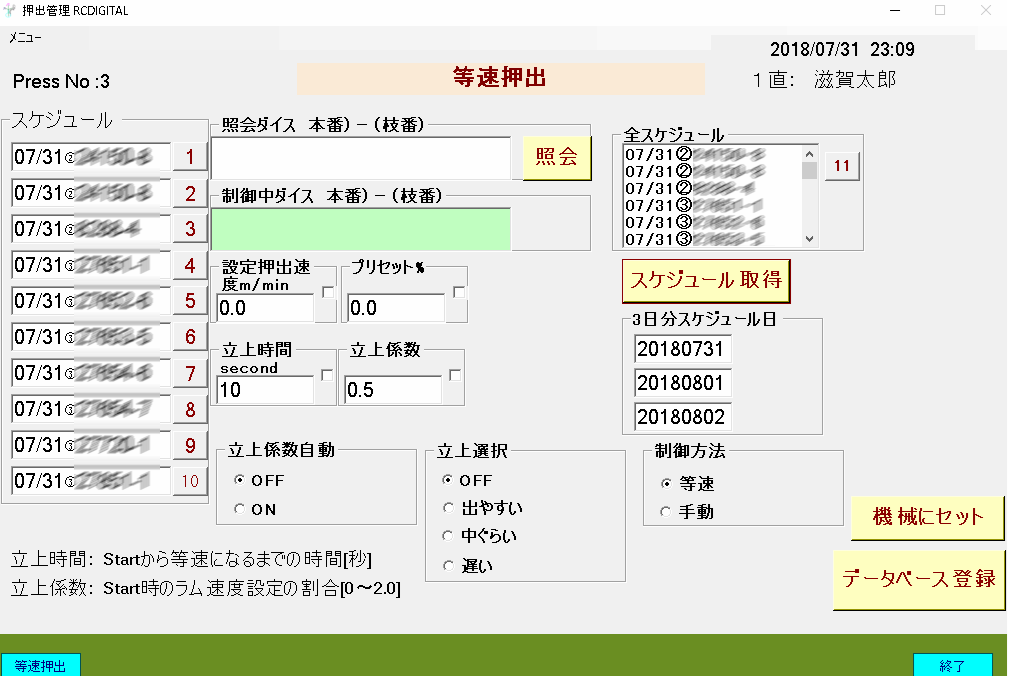
図番2-3 工場システムから押出ダイススケジュールを取得
↑TOP of Page
2-4
等温押出の押出管理
-
[機械にセット]ボタンを実行で、画面の押出パラメータが機械にセットされます。
-
[データベース登録]ボタンを実行で、データベースに押出パラメータが登録されます。
温度の設定は、[出口温度Low]と[出口温度High]で行います。
-
[自動設定ビレット温度]をONにすると、自動でビレット温度を調整します。初期値は[設定ビレット温度]です。計算したビレット温度は、緑の[自動設定ビレット温度]に表示されます。
自動設定ビレット温度は、立上り係数の自動だけでは、温度の立ち上がりが遅い場合に使用します。
-
[誤差押出速度]は、[設定押出速度]の許容誤差です。
-
[誤差ビレット温度]は、[設定ビレット温度]の許容誤差です。
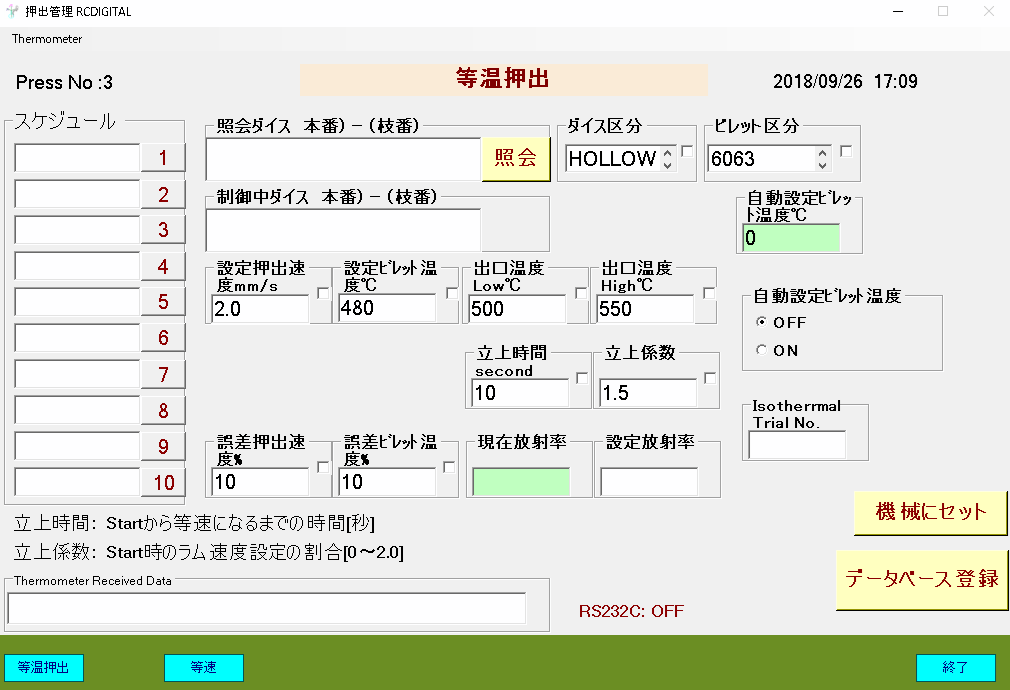
図番2-4 等温押出の押出管理
↑TOP of Page
2-5
ビレット長スケジュールシミュレーション
シミュレーションの説明
長尺ビレット長を考慮して、押出のビレット長が一定になるように、ビレット長のスケジュールをシミュレーションします。
- 最大ビレット長は565[mm]ですが、1本目ビレット長が400[mm]なので、1-1は、400[mm]となります。
- 2本目の長尺ビレットは、565[mm]が10本、463[mm]が1本、373[mm]が1本です。全部で6500[mm]です。
長尺ビレットを使い切ってきます。
- 3本目の長尺ビレットは、565[mm]が4本、361[mm]が1本、373[mm]が1本です。注文個数分のビレット長をスケジュールしたので終了です。
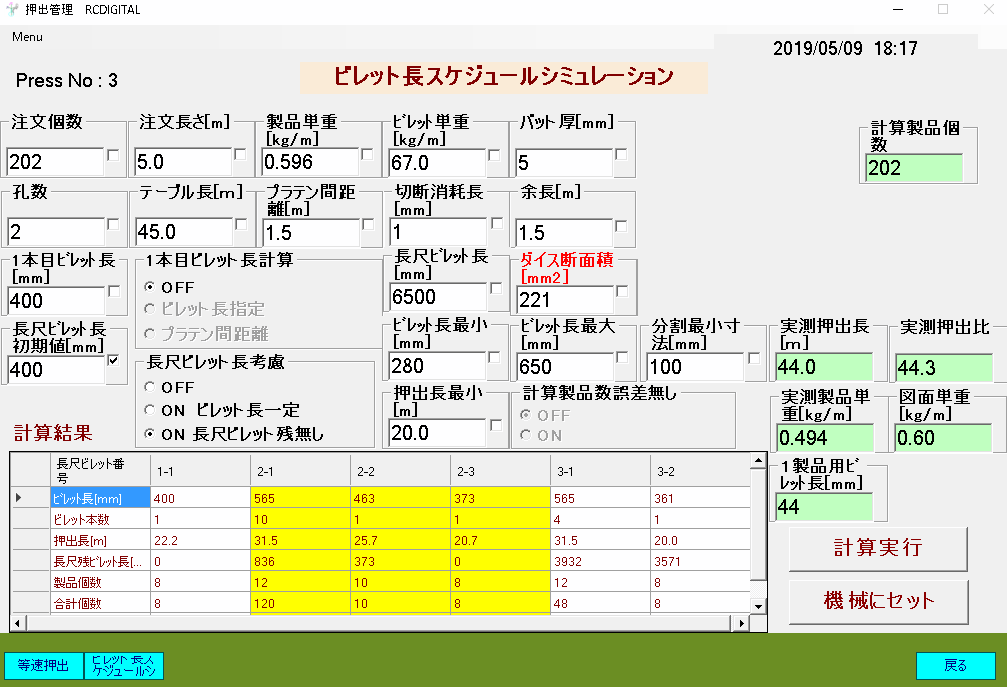
図番2-5 ビレット長を計算する時に、長尺ビレット長の残りを0にして、長尺ビレットを使い切ります。
↑TOP of Page